高压防爆电机斜槽铜条转子的紧固方式
发布日期:2021年04月15日 信息来源:/ 点击数:
电机转子是一个转动部件,除了电气设计要求之外,转子铁心的紧固性、整体性也要严格要求。铜条转子作为转子结构型式之一,在高压防爆电机中应用很广。铜条转子有直槽和斜槽两种。直槽转子的紧固方式是,转子冲片叠压后两端采用齿状压圈直接压紧冲片(齿状压圈厚三 20mm,齿状压圈外圆直径稍小于转子冲片外圆),这种方法工艺简单,装压后铁芯整体性好;斜槽转子由于槽形扭斜,若采用正常齿状压圈将造成导条与压圈槽形干涉,因此,两端不能直接加正常齿状压圈。本文主要介绍斜槽铜条转子固定方法及相关零件。
斜槽铜条转子常用固定方法
斜槽铜条转子常用固定方法是在铁芯冲片叠压后两端加齿压板(齿压板为1mm厚的端板点焊齿压条而成),再用环状压圈(压圈外圆直径必须小于转子冲片槽底圆直径)压紧齿压板从而压紧冲片,转子铁芯及两端齿压板如图1、图2 所示。
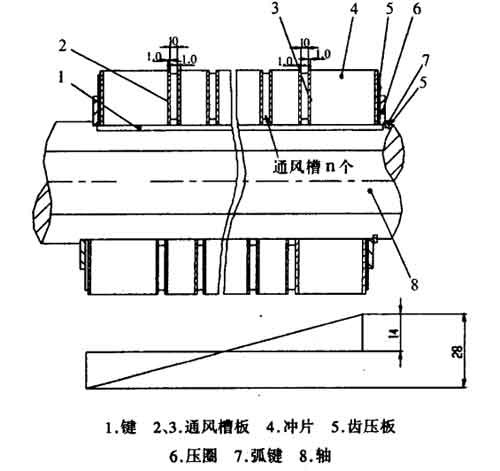
图1斜槽铜条转子常用固定方法
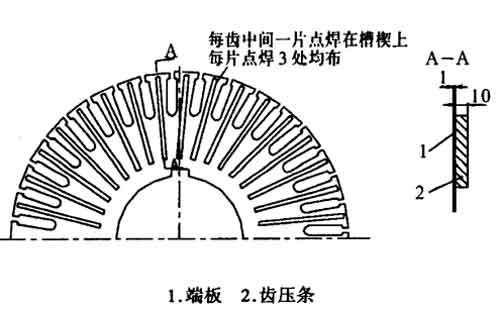
图2 齿压板
该结构设计及零件简单,制造容易,利于批量生产。但因压圈只能压在冲片轭部的齿牙条部份,不能压在冲片齿部的齿压条,造成端部冲片齿松齿胀超差。特别是遇到冲片带较大通风孔时, 齿压条短,铁芯叠装后压圈压不紧冲片。而当端环与导条焊接时,裸露的端部冲片受热后,使齿松齿胀加剧。
斜槽铜条转子的其他固定方法
(1)对于冲片带有较大通风孔的转子铁芯, 用1 mm厚的端板三片点焊在一起代替齿压板, 放在铁芯两端,再用环状压圈(压圈外圆直径必须小于转子冲片槽底圆直径)压紧端板从而压紧冲片。
该种结构实际上是加厚端板而取消齿压条。 但往往转子卸去装压力后,点焊一起的端板与冲片间离缝。由于点焊端板的强度及压紧力不够, 致使端部冲片齿松齿胀依然存在。
(2)转子冲片螺旋扭斜时,两端加正常齿状压圈压紧冲片,装压后铁芯整体性好。但工艺复 杂,铜导条插入铁芯槽形困难,且齿状压圈易与导条干涉,满足不了批量生产需要。
斜槽齿状压圈的应用
为解决铁芯端部冲片齿松齿胀超差问题,防爆高压电机在斜槽转子上采用了斜槽齿状压圈。让压圈齿与冲片齿一起扭斜,保证压圈压紧冲片,且压圈齿不挡冲片槽,不与导条干涉,试验后效果很好,冲片齿松齿胀超差问题得到解决。
正常齿状压圈齿槽的中心线与轴孔的中心线 重合,斜槽齿状压圈齿槽中心线与轴孔中心线平行。
斜槽齿装压圈如图3所示。
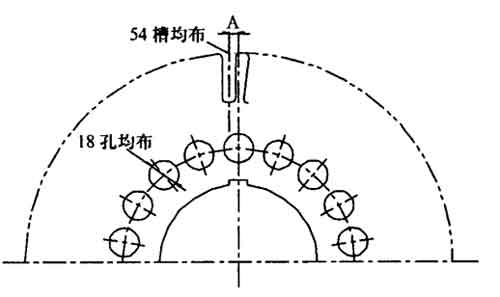
图3 斜槽齿装压圈
综合增安型同步机定子机架的各种工况,用 ANSYS对增安型同步电动机的定子机架进行优化设计,由计算结果可见,在满足强度和刚度的前提下,减小了主要部件的厚度,同时也减轻增安型 同步电动机的重量,为企业节省制造成本及定子机架机构优化提供了理论依据。
更多防爆电机产品知识请访问防爆电机厂家官网:www.yye-alcfc.com 阿里巴巴旺铺: 手机:13546807408 电话:012-46807408 刘经理
相关阅读:
6KV高压防爆电机400kw型号大全
